Makipag-ugnayan sa amin

- Mga produkto
- Mga Timbangan
- Serbisyo at Suporta
- Solusyon
- Tungkol sa atin
- Balita
- Makipag-ugnayan sa amin
Mga panonood:67 May-akda:Transducertechniques. I-publish ang Oras: 2017-09-14 Pinagmulan:transducertechniques.










Pagdidisenyo
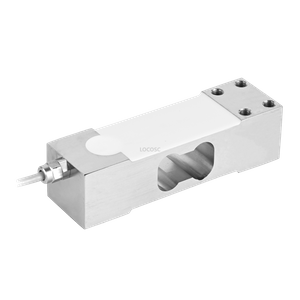
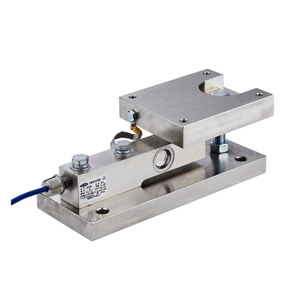
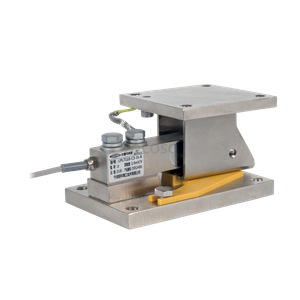
Depende sa application ang uri (baluktot na beam, haligi, shear beam, atbp.) Ay napagpasyahan. Ang saklaw ng pag -load at ang output ay mahalagang mga kadahilanan na dapat isaalang -alang habang nagpapasya sa materyal na gagamitin. Habang ang aluminyo ay ginagamit para sa mas mababang mga saklaw ng pag -load na bakal ay ginustong para sa mas mataas na naglo -load. Para sa mga weight scale application na baluktot ang mga cell ng pag -load ng beam ay ginagamit. Ang mga cell ng tensile ay naglo -load ng mga cell ay ginagamit sa awtomatikong packing machine upang masukat ang mga makunat na puwersa. Ang mataas na haligi ng kapasidad o paggupit ng mga cell ng pag -load ng beam ay ginagamit para sa mga timbang na tulay/kaliskis ng trak.
Ang isang software na nagdidisenyo ng software ay binabawasan ang trabaho sa isang mahusay na lawak. Karamihan sa software ay nagbibigay ng mga sukat para sa pinaka -kritikal na bahagi ng load cell. Para sa paggugupit ng mga cell ng pag -load ng beam ay pinaka kritikal. Para sa lapad ng haligi ng haligi ng haligi at lapad ay mahalaga. At para sa binocular beam load cells kapal ng manipis na bahagi ng profile at distansya sa pagitan ng mga butas ay mahalaga.
Pagkuha ng materyal
Ang pagkuha ng materyal ay nagsasangkot ng pagbili ng metal (bakal o aluminyo), mga gauge ng pilay (klase ng transducer), bonding malagkit, mga terminal, PCB, cable, bellows, fasteners at mga plato ng pangalan.
Ang mga gauge ng pilay ay napili batay sa application; linear o paggupit. Ang mga gauge ng pilay ay magagamit sa iba't ibang laki tulad ng 3mm, 6mm, atbp. Ang mga gauge ng pilay ay maaaring makuha mula sa alinman sa mga kilalang tagagawa tulad ng HBM, micro-pagsukat (mm), shinkoh, blh, atbp. , mga wire para sa panloob na mga kable, mga glandula ng cable, atbp ay nakuha din. Ang Teflon na pinahiran na multi-core cable (4 core o 6 core) na may tamang code ng kulay (pula, itim, puti, berde, dilaw at asul) ay nakuha mula sa kanang nagbebenta. Ang cable ay dapat masuri para sa pagpapatuloy at kalidad din ng mga strands sa loob ng mga cores, ang mga strands ay dapat na pilak at nababaluktot.
Ang haluang metal na may kanang seksyon ng cross (pabilog o parisukat o hugis -parihaba) ay napili upang ang materyal na pag -aaksaya ay hindi bababa sa. Karamihan sa mga tagagawa ay ginustong gumamit ng mga pabilog na seksyon ng EN24 para sa mga cell ng pag -load ng bakal. Susunod na hakbang ay sinusubukan ang komposisyon ng kemikal ng metal at panloob na mga bitak (ultra sound testing) mula sa isang kilalang tagapagbigay ng serbisyo sa pagsubok. Ang mga haluang metal na hindi nagpapatunay sa mga pamantayan sa industriya ay tinanggihan. Gayundin ang materyal na may panloob na mga bitak ay hindi maaaring magamit para sa paggawa ng cell cell.
Machining at paggamot ng init
Ang machining raw material sa kinakailangang form ay isinasagawa nang may pag -aalaga. Ang mga karaniwang ginagamit na machine ay humuhubog ng makina, paggiling machine, lathe, machine drilling machine at makina ng paggiling sa ibabaw. Ang mga makina ay dapat na nasa mahusay na mga kondisyon sa pagtatrabaho at may kakayahang gumawa ng tumpak na mga sukat. Ang kanang coolant ay ginagamit sa lahat ng mga yugto upang maiwasan ang labis na pag -init sa panahon ng proseso. Ang mga sukat ay nasuri sa bawat yugto gamit ang mga instrumento sa pagsukat ng katumpakan tulad ng taas na gauge, digital vernier, lalim na gauge, micrometer, atbp sa kawastuhan ng 1 micron. Ang materyal sa proseso (bakal) ay may langis upang maiwasan ang oksihenasyon. Ang paggiling sa ibabaw ay ang huling yugto ng machining, tapos na pagkatapos ng proseso ng hardening.
Ang mga elemento ng bakal lamang ang sumasailalim sa proseso ng hardening sa isang planta ng paggamot ng init. Ang mga elemento ay dahan -dahang pinainit sa isang mataas na temperatura at mabilis na pinalamig sa isang paliguan ng langis na sinusundan ng karagdagang paglamig sa isang paliguan ng tubig. Ang harness ay nasubok sa isang Rockwell Hardness Tester. Ang halaga ng katigasan ay dapat na nasa pagitan ng HRC 40 hanggang 45. Kung ang halaga ay mas mababa sa 45 kung gayon ang mga elemento ay kailangang matigas muli o kung ang halaga ay mas mataas kaysa sa 45, ang mga elemento ay mapapalambot. Ang ilang mga batch ng bakal ay nabigo upang tumigas sa kinakailangang halaga, ang mga elemento ay kailangang tanggihan sa mga naturang kaso.
Ang paggiling sa ibabaw ay nakakamit ng dalawang layunin; Tumpak na mga sukat at makinis na pagtatapos ng ibabaw. Ang materyal na tinanggal sa proseso ay karaniwang ilang mga microns. Ang mga elemento ay sumailalim sa isang huling pag -ikot ng pag -debur at handa na para sa susunod na yugto.
Electroplating
Ang zinc-plating ay karaniwang ginamit sa mga naunang taon. Gayunpaman, sa huling 2 dekada electroless nikel ay ang ginustong proteksiyon na patong dahil nag -aalok ito ng mahusay na proteksyon at ginagawang mabuti ang mga elemento. Ang mga elemento ay sumasailalim sa isang proseso na tinatawag na buffing upang mapabuti ang pagtatapos ng ibabaw. Pagkatapos ito ay nalinis at hugasan sa mga kemikal upang alisin ang grasa at iba pang bagay. Ang mga elemento ay pinananatiling malubog sa isang paliguan ng kemikal para sa isang tinukoy na tagal ng panahon kung saan sumunod si Nickel sa mga elemento. Ang huling hakbang ay buli na ginagawa upang mapahusay ang mga aesthetics.
Bonding strain gauge at panloob na mga kable
Ito ay isang mahalagang yugto ng pag -load ng cell cell. Sa elemento, ang ibabaw kung saan ang gauge ng pilay ay dapat ayusin ay inihanda sa pamamagitan ng buli ito ng tubig na may tubig sa pabilog na paggalaw. Gamit ang isang taas na sukat at isang plate sa ibabaw ang mga cross-hairs ay iginuhit upang markahan ang tumpak na posisyon ng gauge ng pilay sa kabaligtaran ng elemento. Ang ibabaw ng gauge gauge ay nalinis nang lubusan gamit ang mga ahente ng kemikal tulad ng trichlorethylene (TCE) at acetone. Ang mga kahaliling kemikal ay ginagamit sa lugar ng TCE mula nang ito ay pinagbawalan sa maraming mga bansa.
Kapag ang elemento ay libre mula sa grasa at iba pang mga impurities, ang malagkit ay inilalapat sa mga cross-hairs (na tumutugma sa tinatayang lugar na sinakop ng gauge ng pilay). Ang malagkit ay inilalapat din sa ilalim ng gilid ng mga gauge ng pilay at mga terminal ng panghinang at pinapayagan na tumira ng ilang minuto. Mahalaga na mag -aplay lamang ng tamang halaga.
Sa ilalim ng isang mikroskopyo, ang gauge ng pilay ay nakaposisyon sa pamamagitan ng pag-align ng mga marka gamit ang mga cross-hairs at pagkatapos ay i-tap upang hawakan ito sa posisyon. Ang malagkit na tape na ginamit ay may espesyal na kalidad na may kakayahang may temperatura sa saklaw ng 250 degree centigrade para sa mga 2 oras. Sa mga gauge ng pilay sa mga lugar, ang mga pad ng presyon at clamp ay naayos. Ginagawa ito upang arestuhin ang paggalaw at mapanatili din ang pantay na kapal ng malagkit sa pagitan ng gauge at elemento ng pilay. Sa mga clamp sa posisyon, ang mga elemento ay inilalagay sa isang de -koryenteng oven (na may isang blower ng hangin) at pinainit sa halos 180 degree sa loob ng halos isang oras. Ang proseso ay karaniwang kilala bilang pagpapagaling. Ang temperatura at tagal ng paggamot sa init ay nakasalalay sa malagkit na ginamit. Ang mga elemento ay nangangailangan ng halos 12 oras upang lumamig sa temperatura ng silid at dapat mangyari nang natural. Pagkatapos ng paggamot, tinanggal ang mga clamp at malagkit na mga teyp. Ang mga elemento ay sumasailalim sa isa pang pag-ikot ng paggamot ng init na tinatawag na post-curing. Ginawa ito upang mapanghawakan ang mga gauge ng starin at malagkit.
Ang susunod na hakbang ay ang panghinang na mga terminal ng gauge ng mga terminal sa mga tab na panghinang at ayusin ang mga wire upang lumikha ng isang circuit upang ang mga gauge ng pilay ay nasa pagsasaayos ng tulay ng wheatstone. Ang mga high-end na istasyon ng paghihinang (kinokontrol ng temperatura) na may mga espesyal na tip sa panghinang ay ginagamit para sa trabahong ito. Ang panloob na mga kable ay nagtatapos sa isang maliit na PCB kung saan sumali ang multi-core cable. Sa yugtong ito, mayroon kaming isang gumaganang cell cell. Ang isang pangunahing pagsubok ay tapos na; Ang 10V DC (o 12V DC) ay inilalapat ay sinusukat gamit ang isang multimeter na may hindi bababa sa bilang ng 0.1V at walang pag-load o zero output ay nabanggit. Ang pag -load ay inilalapat sa tamang direksyon upang suriin kung positibo ang output. May perpektong walang pag -load ay nababagay sa -0.25 mV.
Kabayaran sa temperatura
Ang mga cell ng pag -load ay kinakailangan upang kumilos nang palagi sa pamamagitan ng isang tinukoy na saklaw ng temperatura ~ 0 hanggang 60 degree centigrade. Upang makamit iyon, ang mga cell ng pag -load ay pinag -aralan sa 0 ° C at 60 ° C para sa 6 hanggang 12 oras. Batay sa mga pagkakaiba -iba ng output, ang isang haba ng kawad na gawa sa isang espesyal na haluang metal ay ipinakilala sa circuit upang salungatin ang epekto ng temperatura. Ang isang pangalawang pag -ikot ng pagsubok sa temperatura ay tatakbo upang matiyak na ang pag -uugali ng pag -load ng cell ay pare -pareho sa pamamagitan ng saklaw sa pagitan ng 0 ° C at 60 ° C. Sa mga kamakailang pag-unlad sa teknolohiya ng gauge ng gauge, ang mga gauge ng self-compensating strain ay tinanggal ang isang yugto ng paggawa ng cell cell. Gayunpaman, ang mga kumpanya na seryoso tungkol sa kalidad ay suriin ang pag -uugali ng cell cell sa iba't ibang temperatura.
Pag -load ng Pagsubok at Pag -calibrate
Sa yugtong ito, ang mga cell ng pag-load ay sumasailalim sa isang host ng mga pagsubok- buong scale output, pag-uulit, pagkakasunud-sunod, kilabot, hysteresis, at marami pa. Ang output ng cell cell ay nakatutok sa 20mV (o 10mV, 30mV depende sa pagtutukoy) sa na -rate na pag -load. Ang mga cell ng pag -load ay sumasailalim din sa mga pagsusuri sa mga pagsubok upang matiyak na makatiis sila ng 150% ng na -rate na pag -load.
Pagsubok sa Pag -uulit: Ang pag -load ng cell ay sumasailalim sa buong scale (at bahagyang pag -load din) bilang ng pagsubok at output na nabanggit sa bawat halimbawa ng paglo -load. Ang output ay dapat na nasa loob ng inaangkin na antas ng kawastuhan.
Pagsubok sa Linya: Ang pag -load ng cell ay sumasailalim sa pagdaragdag at pag -load ng pag -load at output na nabanggit sa bawat pagkakataon. Ang pag -load kumpara sa output graph ay dapat na isang tuwid na linya.
Creep test: Ang pag -load ng cell ay na -load sa buong sukat para sa isang pinalawig na panahon, sabihin ng isang oras, at ang output ay sinusunod. Sa isip na ang output ay hindi dapat tumaas o bumaba.
Hermetical sealing
Ito ang pangwakas na yugto kung saan ang pag-load ng cell ay ginawang dust-proof, kahalumigmigan-patunay at patunay ng tubig. Ang ilang mga mas mababang mga cell ng pag-load ay hindi hermetically selyadong para sa mga kadahilanan sa gastos. Ang mas malaking mga cell ng pag -load (mas mataas na kapasidad) ay pinahiran ng pintura ng expoxy upang magbigay ng karagdagang proteksyon. Ang load cell ay nasubok muli upang matiyak na ang panlabas na takip o bellow ay hindi nakakaapekto sa pag -uugali ng pag -load.
Ang bawat pag-load ng cell ay ibinibigay gamit ang isang data-sheet na may load cell serial number, petsa ng pagmamanupaktura, code ng kulay ng cable, panlabas na mga sukat at mga de-koryenteng mga parameter tulad ng paggulo ng boltahe, input & output impedance, walang-load output, na-rate na kapasidad, buong scale output , pagiging sensitibo, atbp.